
- >
- 초전도
- >
- 초전도 응용기술
- >
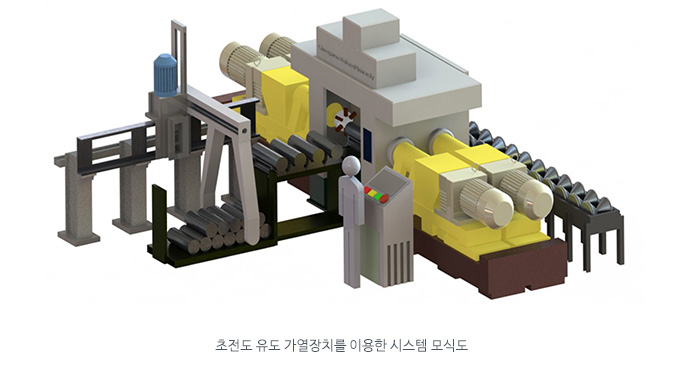
- 초전도 유도가열로
초전도 유도가열로
초전도 직류 유도가열로 (HTS DC Induction Furnace)
산업용 가열로
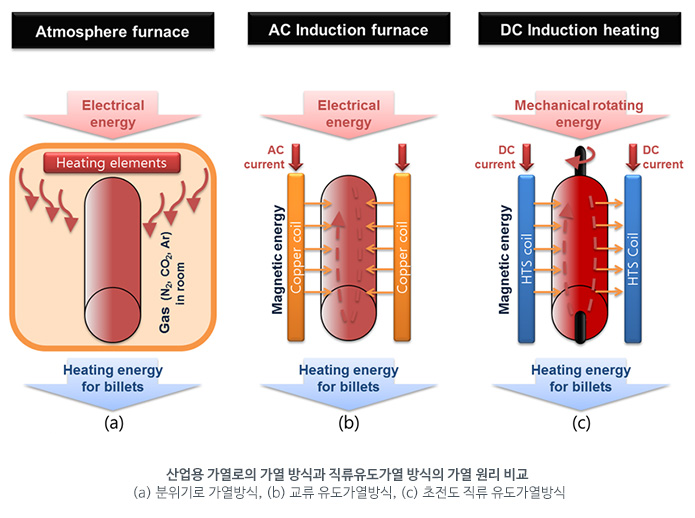
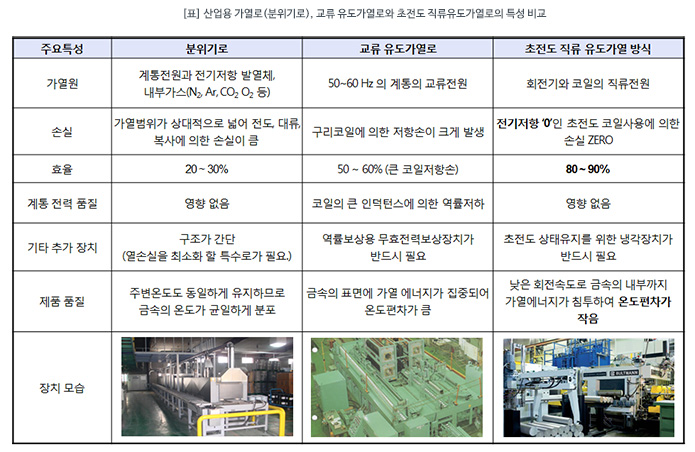
산업용 가열로는 사용하는 가열방식에 따라 크게 분위기로, 아크로, 유도가열로(교류로, 직류로)로 크게 3 가지로 나뉜다. 분위기로는 발열체를 직접 가열하여 아르곤, 이산화탄소, 질소 등의 가스로 채워진 가열로 내부 전체의 온도를 높인다. 유도가열로는 전원공급 방식에 따라 교류 유도가열 방식과 직류 유도가열 방식, 두 가지로 구분할 수 있다. 교류 유도가열 방식은 현재 산업체에서 주로 사용되고 제품에 적용되어 상용화 된 기술로, 상용 주파수 50 ~ 60 Hz 전원을 사용하는 대용량 전기로나 1 kHz 이상의 전원을 사용하는 고주파 유도가열장치에 주로 사용된다.
초전도 직류 유도가열장치
초전도 직류 유도가열장치는 교류 유도 가열방식에서 가장 큰 에너지 손실을 차지하는 구리코일의 저항 손을 전기저항이 ‘0’인 초전도 코일로 대체하여 코일에서 발생하는 열손실을 최소화하는데 그 목적이 있다. 또한, 이 장치는 기존 분위기로와 달리 유도가열의 특성상 가열하고자 하는 금속만 가열하므로 대류와 복사에 대한 열손실도 최소화하는 동시에 냉각손실전력을 포함한 전체 시스템 효율을 80~90% 수준으로 향상시킬 수 있는 획기적인 응용 설비이다.
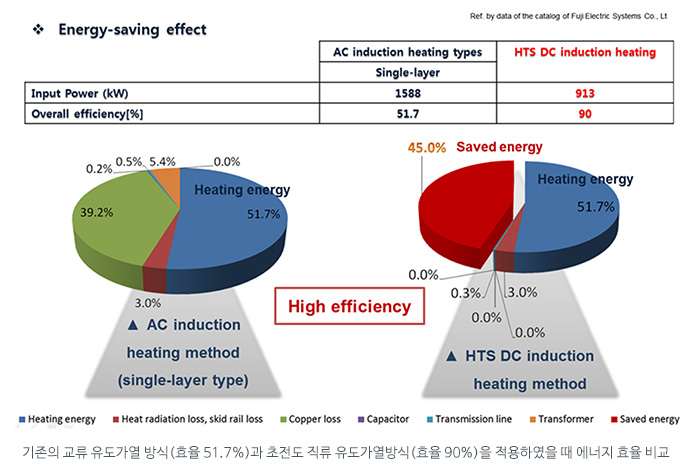
기존의 교류 유도가열방식과 초전도 직류 유도가열방식을 적용하였을 때 에너지 효율 비교를 보여주고 있다. 기존의 교류 유도가열로는 전체 입력전력의 약 40%가 구리코일의 저항손실이다. 초전도 직류 유도가열장치를 적용하였을 때, 전체 효율을 90%로 가정하고 코일에서 발생하는 손실은 ‘0’일 뿐 아니라 전체 에너지의 45%를 절약할 수 있다.
고품질
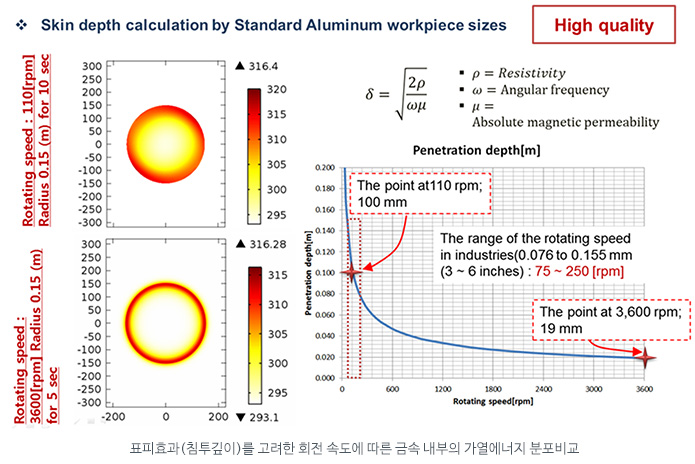
온도 500℃에서 가열하고자 하는 금속의 외경이 300 mm 일 때, 상용 주파수 50 ~ 60 Hz 를 사용하는 기존의 교류 유도가열방식과 110 rpm(1.83 Hz)으로 회전하는 초전도 직류 유도가열방식을 적용하였을 때 표피효과(Skin effect)를 고려한 금속 내부의 가열에너지 분포를 그림 3과 같이 나타내었다. 상용 주파수 60 Hz를 회전수로 단위변환 하면 회전속도는 3,600 rpm (60 Hz) 이고, 이때의 가열 에너지 분포는 금속 표면에 집중되는 것을 확인 할 수 있다. 반면, 110 rpm으로 운전될 때, 금속 내부의 가열에너지는 전체적으로 균일하게 분포되는 것을 알 수 있다.
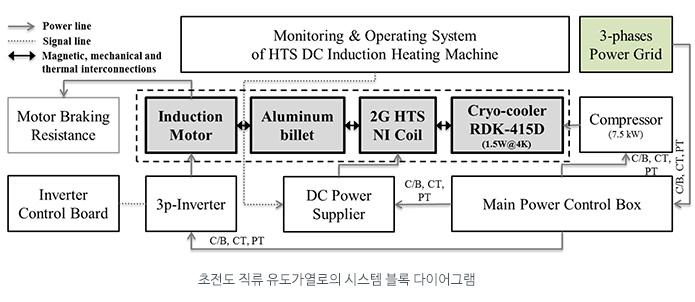
초전도 직류 유도가열로는 크게 초전도 자석시스템, 금속빌렛 회전장치 및 전원 및 측정시스템 3부분 나누어진다. 그림은 그에 따른 시스템 블록다이어그램을 나타내었다.
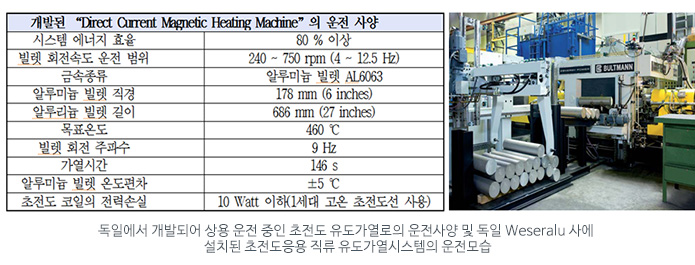
초전도응용 고효율 직류유도가열로에 대한 연구는 2002년부터 진행되어왔고 이후 2005년 국가 연구과제를 통한 상용화급 유도가열 시스템을 그림 19와 같이 독일의 Zenergy Power GmbH 사와 BULTMANN 사가 공동개발 하였다. 이후 2008년 7월 독일 알루미늄 사출성형 회사, Weseralu 사에 설치되어 상용 운전되고 있다. 아래 그림에 독일에서 개발되어 상용운전중인 유도가열로의 운전사양 및 특성에 관해 나타내었다.
창원대에서 개발된 10kW 초전도 직류유도가열로 실험 동영상.
http://youtu.be/77_VCraKYLE
http://youtu.be/Y7UG4RCTdxU
http://youtu.be/yp4sDstTZmo
http://youtu.be/M83534W-D1I
 KOR
KOR ENG
ENG